
Key Features
Hyper-spectral imaging offers advanced defect detection by analyzing fabrics across various wavelengths. It detects microscopic imperfections and material inconsistencies that are invisible to the naked eye or conventional cameras.
The technology is non-invasive, allowing for thorough inspections of textiles without compromising their integrity. This makes it ideal for high-performance sectors like aerospace and medical textiles, where fabric integrity is critical.
Hyper-spectral imaging enables the analysis of material composition, identifying contaminants, variations in fiber density, and subtle chemical inconsistencies that could affect fabric performance, especially in technical textiles like flame-retardant or water-repellent fabrics.
It improves inspection speed and accuracy, enabling high-throughput scanning of large fabric rolls in seconds. This significantly reduces production downtime and increases operational efficiency.
Early defect detection helps minimize waste by allowing manufacturers to address fabric flaws in real-time. This ensures that only high-quality textiles proceed to the next production stage, reducing material wastage and cost.
The technology also enhances traceability, with detailed inspection data available for compliance purposes or tracking quality control throughout production, meeting industry standards and regulatory requirements.
Despite its advantages, the cost of implementation and the complexity of data analysis remain challenges. Still, as technology becomes more accessible, its adoption is expected to grow, revolutionizing textile production across various sectors.
Understanding Hyperspectral Imaging and Its Role in Textile Production
At its core, hyper-spectral imaging involves capturing and analyzing the light reflected from objects across a broad spectrum of wavelengths, from ultraviolet (UV) through visible light into the infrared (IR) range. Unlike traditional imaging systems, which capture only red, green, and blue (RGB) data, hyper-spectral imaging systems can capture hundreds of different wavelengths, enabling a more detailed analysis of materials.
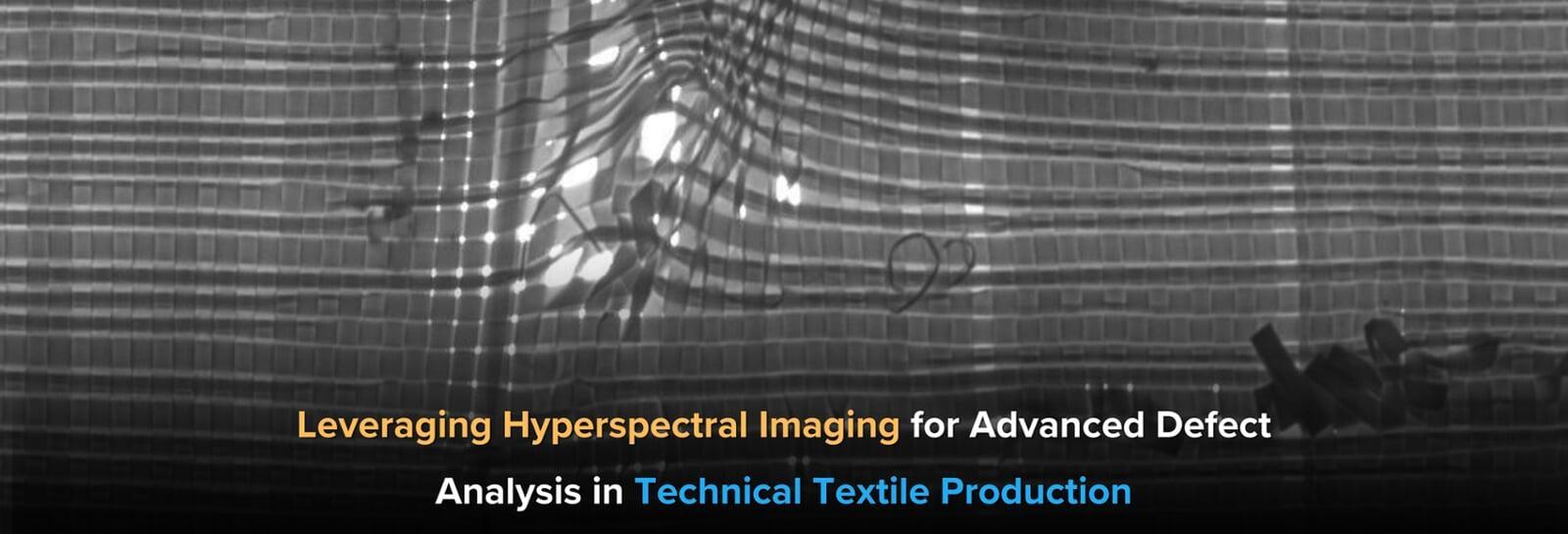
In technical textile production, this technology is invaluable for inspecting fabrics and identifying defects that may not be visible to the naked eye or conventional cameras. Hyper-spectral imaging can detect defects like fiber misalignment, contamination, variations in material composition, and even invisible defects that affect the textile’s performance. These defects can range from microscopic tears and holes to chemical contaminants, compromising the fabric's functionality.
Advantages of Hyper-spectral Imaging in Technical Textile Production
1) Enhanced Defect Detection
One of the most significant benefits of hyperspectral imaging is its ability to detect defects that traditional systems cannot. For instance, while visual inspection may identify large holes or stains, hyperspectral imaging can detect subtle irregularities in material properties, such as variations in thickness, chemical composition, and fiber density. This is especially critical in industries like automotive, where even a tiny defect in a fabric could compromise the safety or integrity of the product.
According to a report from Research and Markets (2023), the demand for technical textiles is increasing, with a projected market size of $210 billion by 2026. As this demand increases, the pressure on manufacturers to maintain high-quality production intensifies. Hyper-spectral imaging allows for high-throughput inspection, ensuring that even the most minor defects are identified and addressed before they reach the consumer.
2) Non-Destructive Testing
3) Material Composition Analysis
4) Faster and More Accurate Inspection
In the competitive world of technical textiles, speed and accuracy are essential. Hyper-spectral imaging provides a much faster and more reliable inspection process than manual checks or traditional imaging methods. For example, while conventional methods might take several minutes or even hours to scan large rolls of fabric, hyper-spectral imaging can scan and analyze the entire textile surface in seconds. This dramatically reduces inspection time, increases production throughput, and helps manufacturers meet tight deadlines without compromising quality.